My worbbench/outfeed/assembly table has a torsion box top so it makes a good surface for gluing something like this up. I have a 1/8″ thick piece of hardboard that serves as a sacrificial top but I would still prefer to avoid gluing the pieces to that if at all possible. To help with this, I taped down a layer of wax paper to the benchtop.
Then I laid out the pieces how they will be glued together.
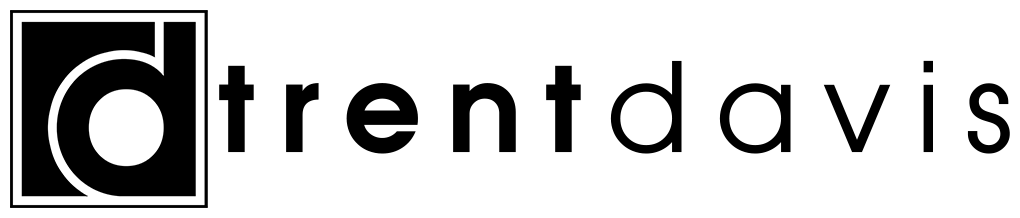
I decided to do a little distressing before the glue-up. This could have waited till after but I was anxious to try out a technique I picked up. I made what I call a Smackem Stick. It is just a piece of wood with a handful of screws sticking through it. I used a cut off from another project. Ignore the groove running the length of the side. After I made this, I proceeded to beat the hell out of the boards. After the stain is applied, these should hopefully look like worm holes. since this is oak that I’m working with, these screws didn’t go too deep.
I wanted to try out the stain so I grabbed one of the sample boards that I did some experimenting on earlier and applied some Kona stain. I will go over this stain technique later when I do the entire table top.
I separated the first two rows to get them ready to glue together.
I used a spring clamp to stand the pieces with their grooves facing up.
I then ran a line of Titebond 2 in the groove.
I laid out the first row. I was careful to make the seams on the side of the boards that are facing the second row nice and flat.
I then attached the second row and clamped it together to dry. When I inserted each piece, I put a line of glue in the small groove in the right side, then I inserted the following piece into that, being sure to put glue in it’s groove as well, and so on until the last piece which I didn’t do this to since it’s the last piece in the row.
After letting the first two rows dry for at least an hour, I took the clamps off and put on the third row in the same way.
After the third row dried, I realized that it would be easier to clamp these if I cut off the tongue on the front row since I won’t be using that anyway.
This made for a nice flat surface to clamp to. I should have done this before gluing any of this together but it doesn’t hurt anything to have waited til now.
Then I clamped the fourth row on…
…and the fifth.
Once I got to the sixth row, my quick-release clamps would no longer reach so I switched to my bar and pipe clamps.
I attached the seventh row…
… and the eighth…
… and the ninth…
…and the tenth.
For the eleventh and final row I needed to get creative with my bar clamps since they aren’t quite long enough to reach.
In the end, it glued up okay. The pieces have some gaps in them on some of the edges. This is why they weren’t used on the floors, but for a project like this they add character.
The next step is cutting it down to a workable piece. We’re still planning out the legs and possible drawers. Also, I noticed that this piece has a slight bow to it from front to back. I’m not surprised at this, but it means that I may have to attack a backer board to the underside and make some sort of border to hide it. That should be in the next article.
If you have any questions or comments, please leave them below. I’d love to hear from you.
After gluing up half of the top, I repeated the process and got the other half glued up as well.
Both halves, ready to be glued together.
Once it was dry I joined them together with glue and biscuits just like I did for the individual boards.
Glue and biscuits applied to one half.
Pressing both halves together.
Both halves clamped and cauled.
After taking the clamps and cauls off I was left with a fairly warped but completely glued up benchtop.
Clamps and cauls removed.
At this point, the project wasn’t looking too promising. My goal was not only to make a benchtop but to see if it can be reasonably accomplished using common 2 X 4 material. Unfortunately, they are so dimensionally unstable that they do a lot of twisting and warping as they dry. Maybe if I had these sitting in my shop for a few seasons so they can thoroughly dry then the end result would have been better. Still, I was somewhat determined to make this work.
I started sanding it using a random orbital sander.
Started with a random orbital sander.
This was taking a long time so I switched to a belt sander. This want a lot faster but I was still unhappy with the results since there was so much warpage to this. I know I can eventually get it to work but I’ll have to remove so much material that it won’t be as sturdy as I want it.
Switched to a belt sander.
It was at this time that my wife asked if I had any of the leftover wood from our newly installed hard-wood floors. She had the idea that I can just use that since it already has the tongue-and-groove in place, plus she likes the look of oak more than fir. Normally, I’m not a fan of oak but I had to agree that this would look better and be stronger even though the tabletop would be 3/4″ rather than 1″.
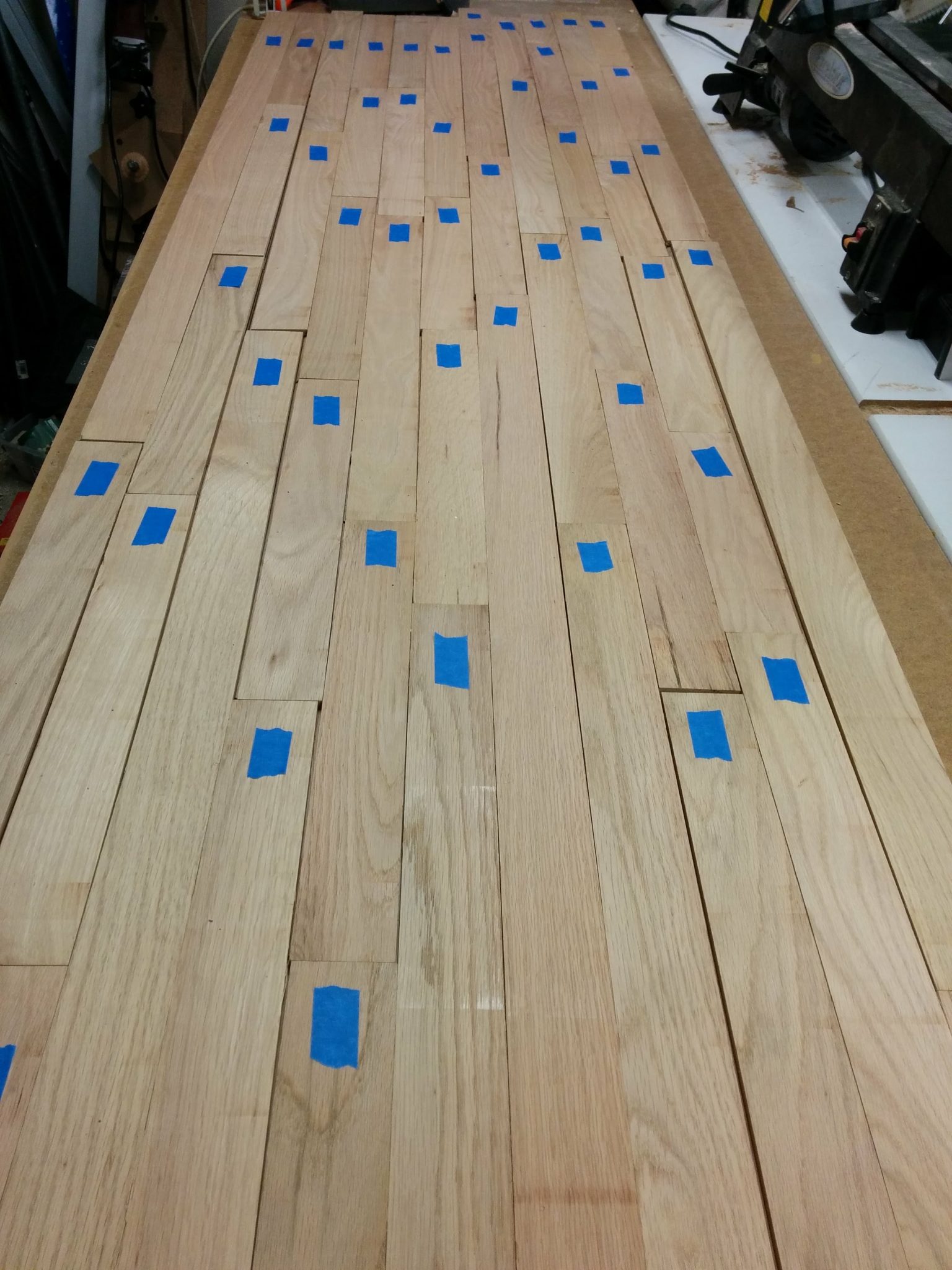
I decided to give it a shot. I gathered up the scrap wood flooring and started laying it out. I needed to get enough material to make a 7′ X 2′ section. The plan is to have a 5′ wide bench with a 2′ wide flip up extension.
New plan! Laying out the oak flooring.
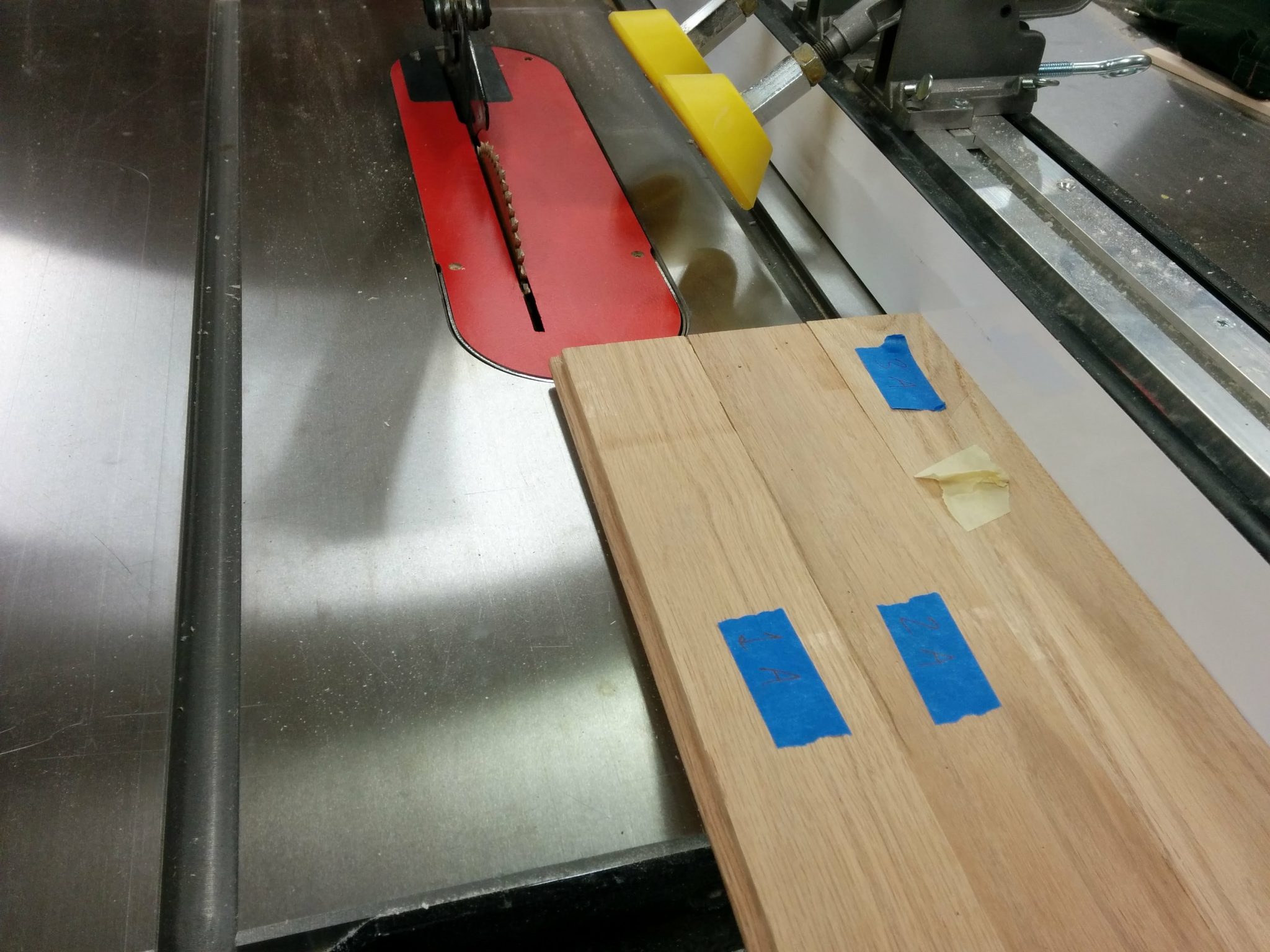
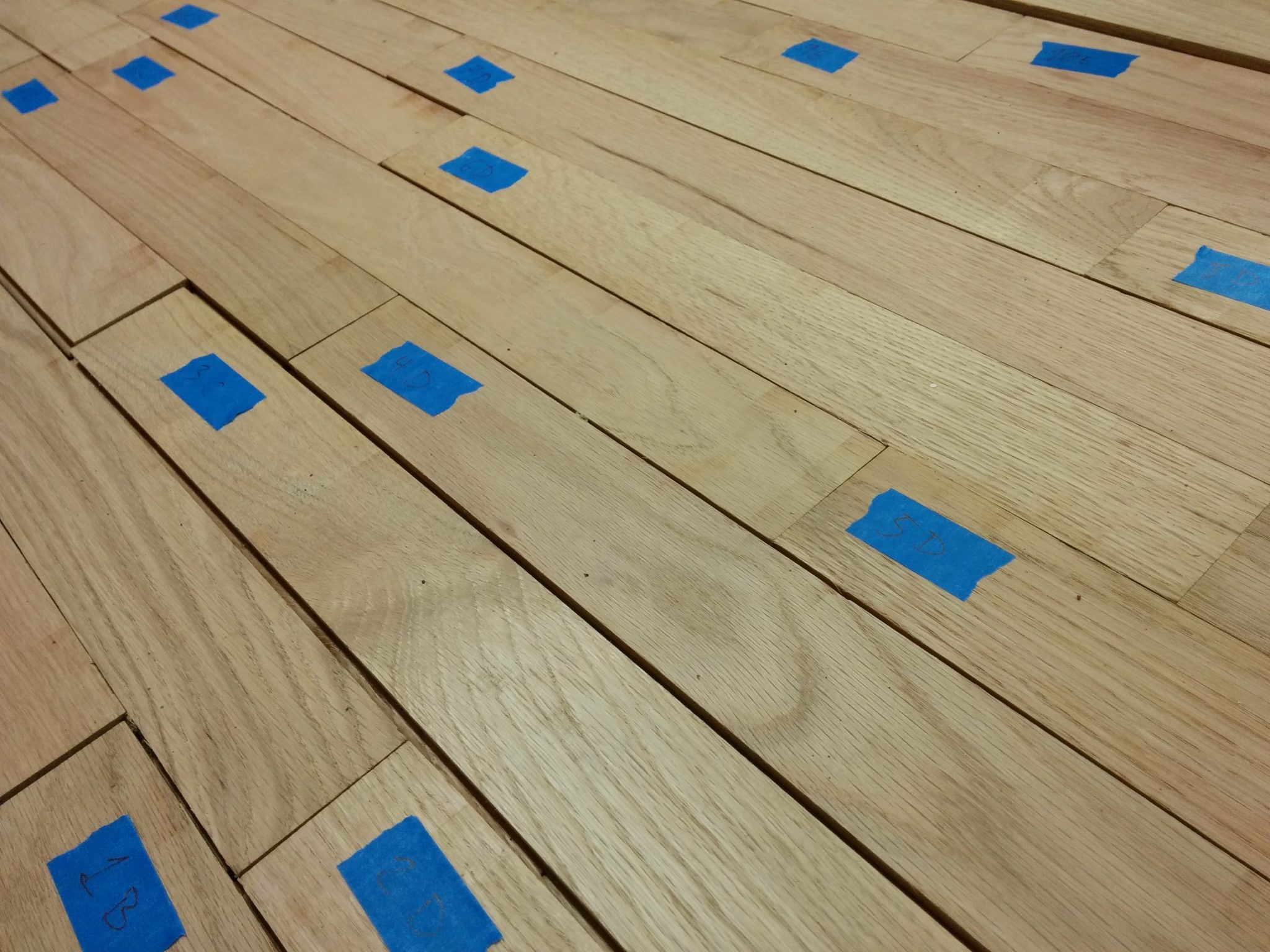
I had to cut some mating grooves in a few of the pieces but I was able to get enough material. Once it was laid out, I attached a piece of blue painters tape to each piece so I could label them.
Painters tape applied for labeling.
I labelled each piece with the row (number) and which order it is in from left to right (letter)
Each piece labeled.
Now, this is where this gets interesting. One of the reasons my wife wanted me to use the oak flooring is because she wanted me to try to get “mill marks” on some of the boards. Normally, I’m not a fan of faux-finishes and antiquing techniques, but this was an interesting challenge.
I tried approximating it by hand with 24 grit sanding pads and the result wasn’t pretty (as I expected). The other technique I wanted to try was to put actual milling marks on the wood.
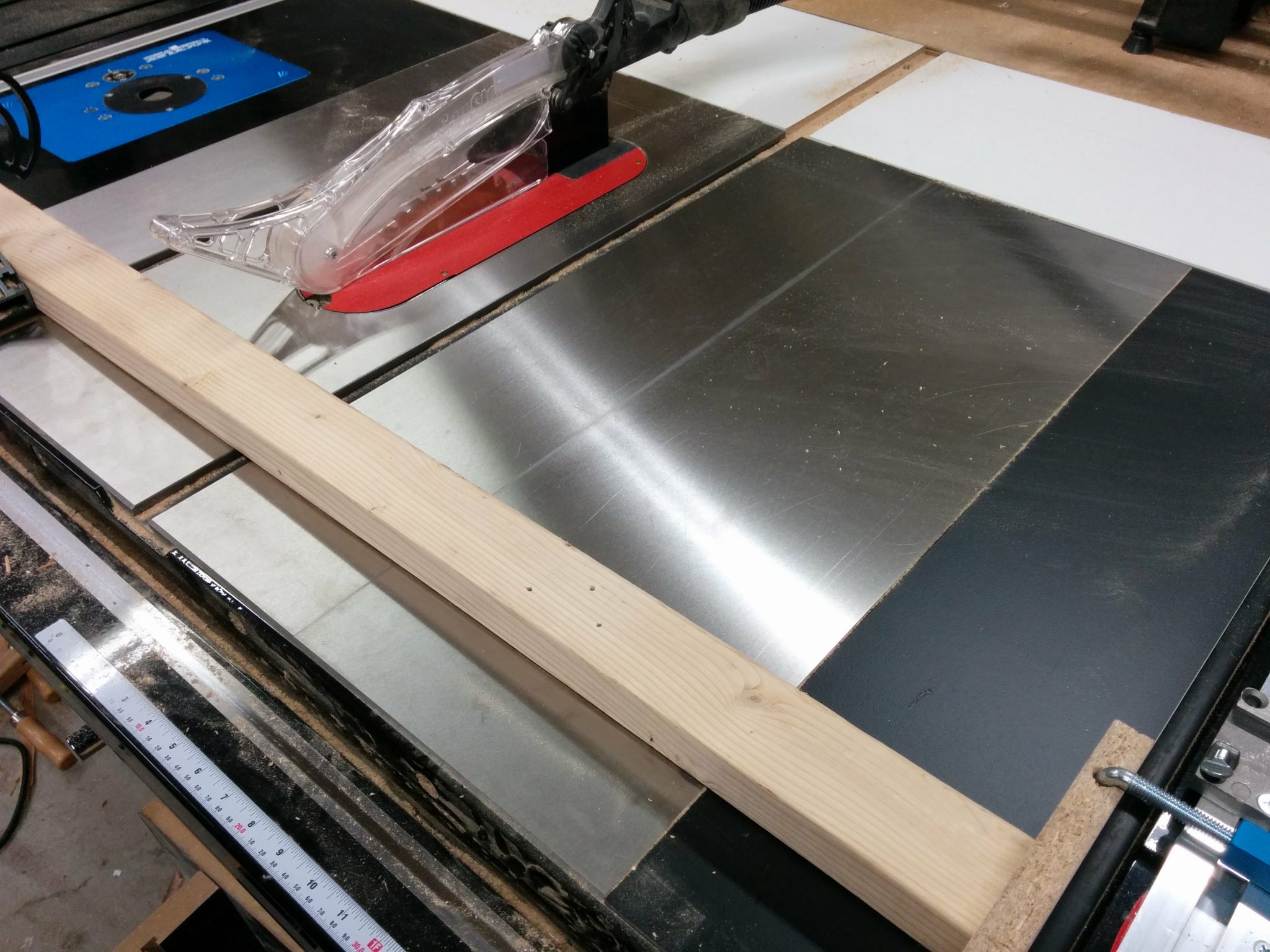
To accomplish this, I needed to get a blade that I could damage. Specifically, I needed a 10″ table saw blade without carbides. I knew I wasn’t going to find this in the store so I would have to look for a used blade. I started my search at Habit for Humanity ReStore. I couldn’t find anything there that was 10″ so I decided to try at a pawn shop. I eventually found an old Craftsman blade that had all of my requirements and was new in the box. To top it all off, after I told them why I was getting it, they knocked $6.00 of the price.
Found a cheap 10″ blade with no carbides.
As you can see, it’s cheap but in decent shape.
To add the mill marks I took one of the teeth and bent it towards what would be the right of the blade after it was installed on the saw.
Bending one of the teeth with a pair of vice grips.
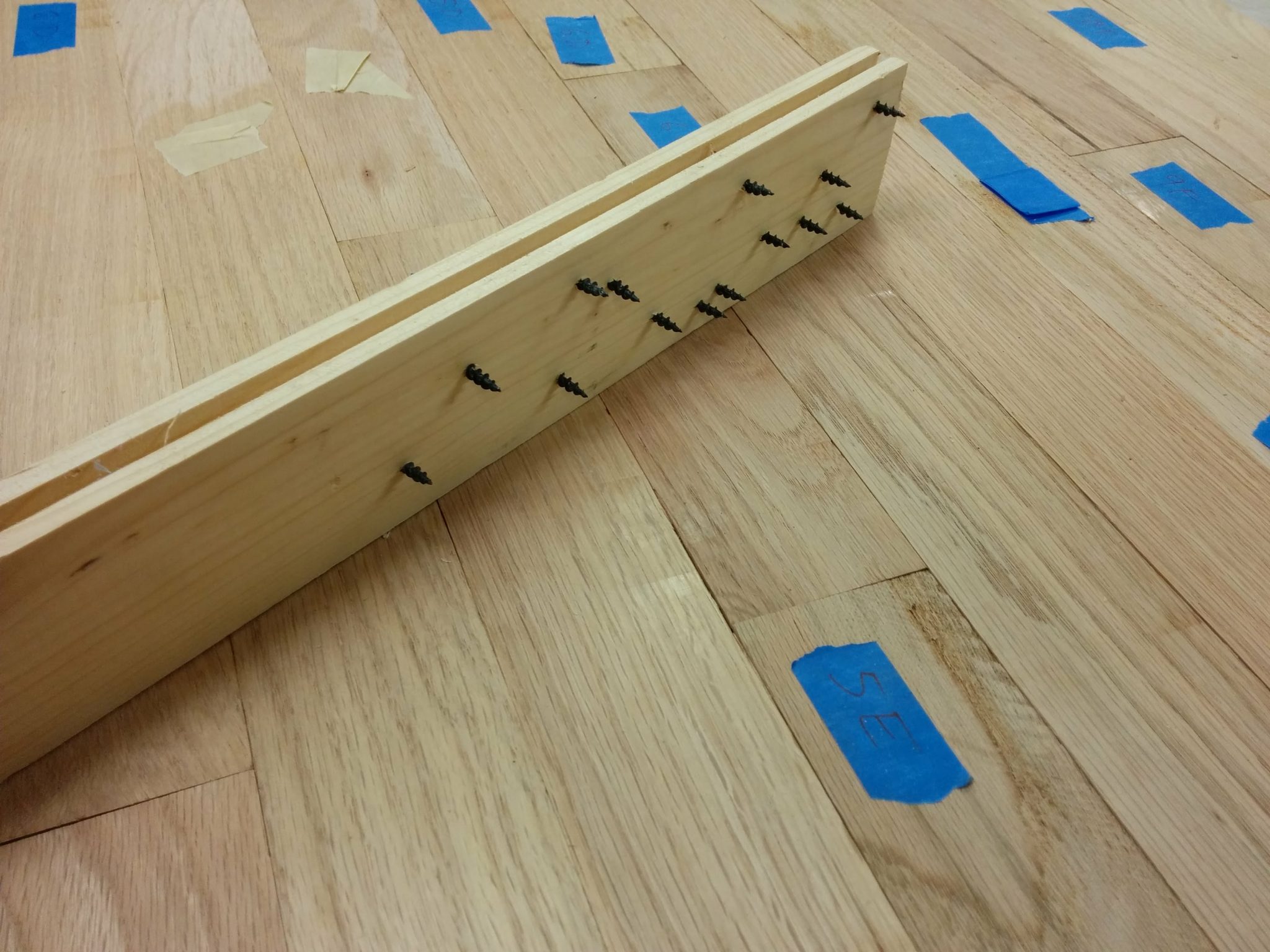
Then I installed it on my saw and made a few test cuts. I then bent it a few more times until I found the right amount.
The blade installed. The bent tooth is marked with an arrow.
Here’s a test cut. I’m going to do a bit more distressing and see the final result after I stain this wood.
Sample mill-marks.
Feel free to leave a comment below and let me know if you’ve tried this technique or have any other ways of distressing wood that have worked for you. Up next: Workbench: Part 4 – Gluing up the new top.
We got another snow day so this gave me an opportunity to work some more on my wife’s workbench.
Now that the boards have all been milled down, it’s time to start gluing them together.
For this project, I knew I was going to need a few sets of cauls. If you are unfamiliar with a clamping caul, read on…
A clamping caul is simply a set of boards that are used to keep the top and bottom of a wide glue-up relatively flat. Their use will make sense at the end of this article. They are extremely easy to make. I made two sets for this glue up. I started with some 1 X 3 stock that I cut down to be a few inches longer than the width of the final glue up.
Cutting down the 2 X 3.
The benchtop I am making is going to be 24″ deep so I made my cauls about 28″ long. There’s no need to be exact, just make it a bit longer than the final glue up.
The boards have been cut to 28″ long.
After cutting four pieces that are 28″ long, I took them to my oscillating belt sander. This step is optional but I find it really helps. What you want to do is add a little bit of a slope at both ends of one side of each caul.
Sanding a slope at the ends.
The end goal is a set of boards that have a gap between them at the ends. This is so when you attach them, the clamps will pull them together but it won’t bow up in the middle.
The gaps at the ends of the cauls.
After I shaped them with the sander, I covered them in packing tape so the glue won’t stick to them.
Packing tape applied to the cauls.
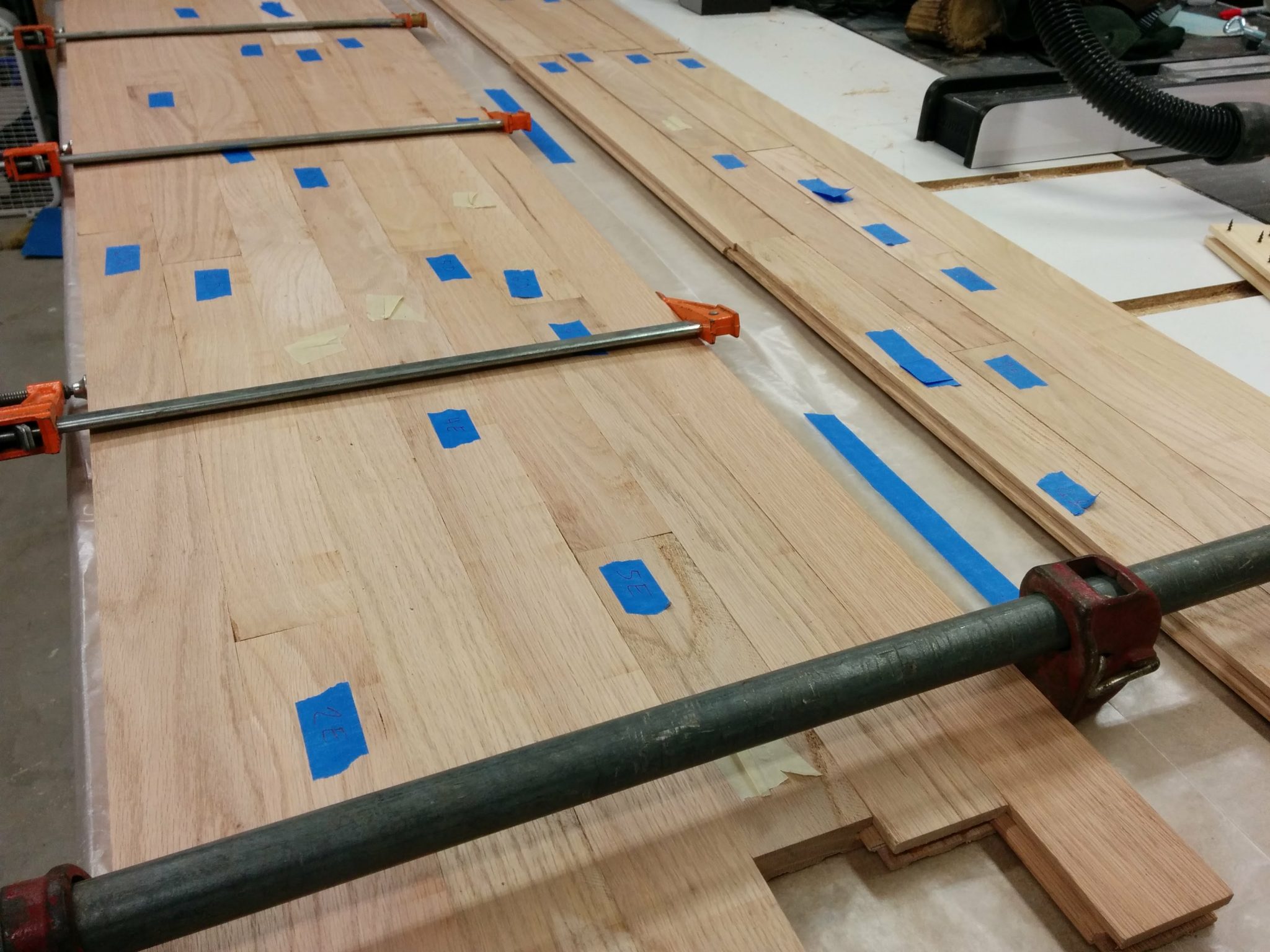
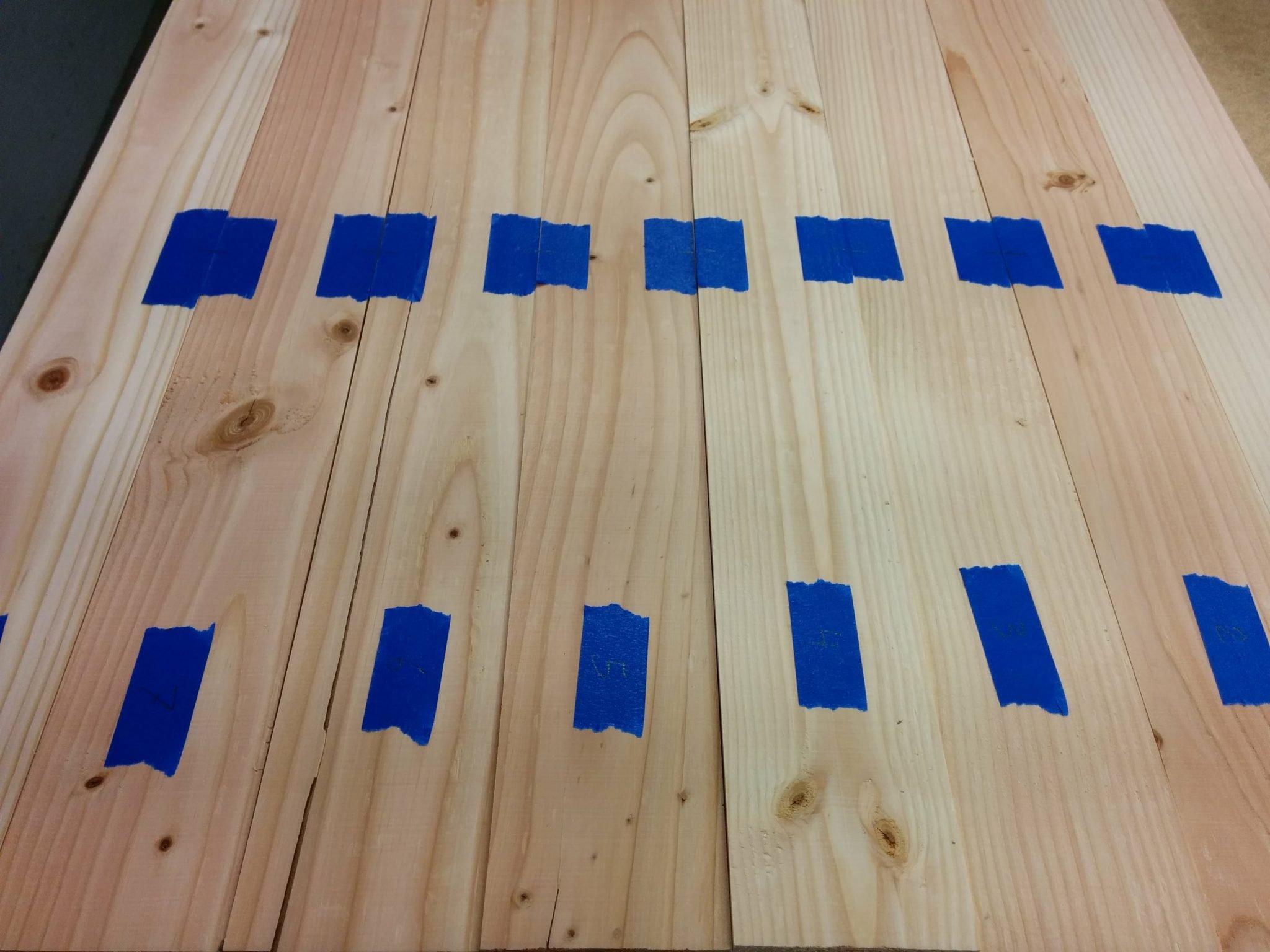
Now, time to work on the actual benchtop. First I laid the milled boards out how they will be glued together.
Arranging the boards.
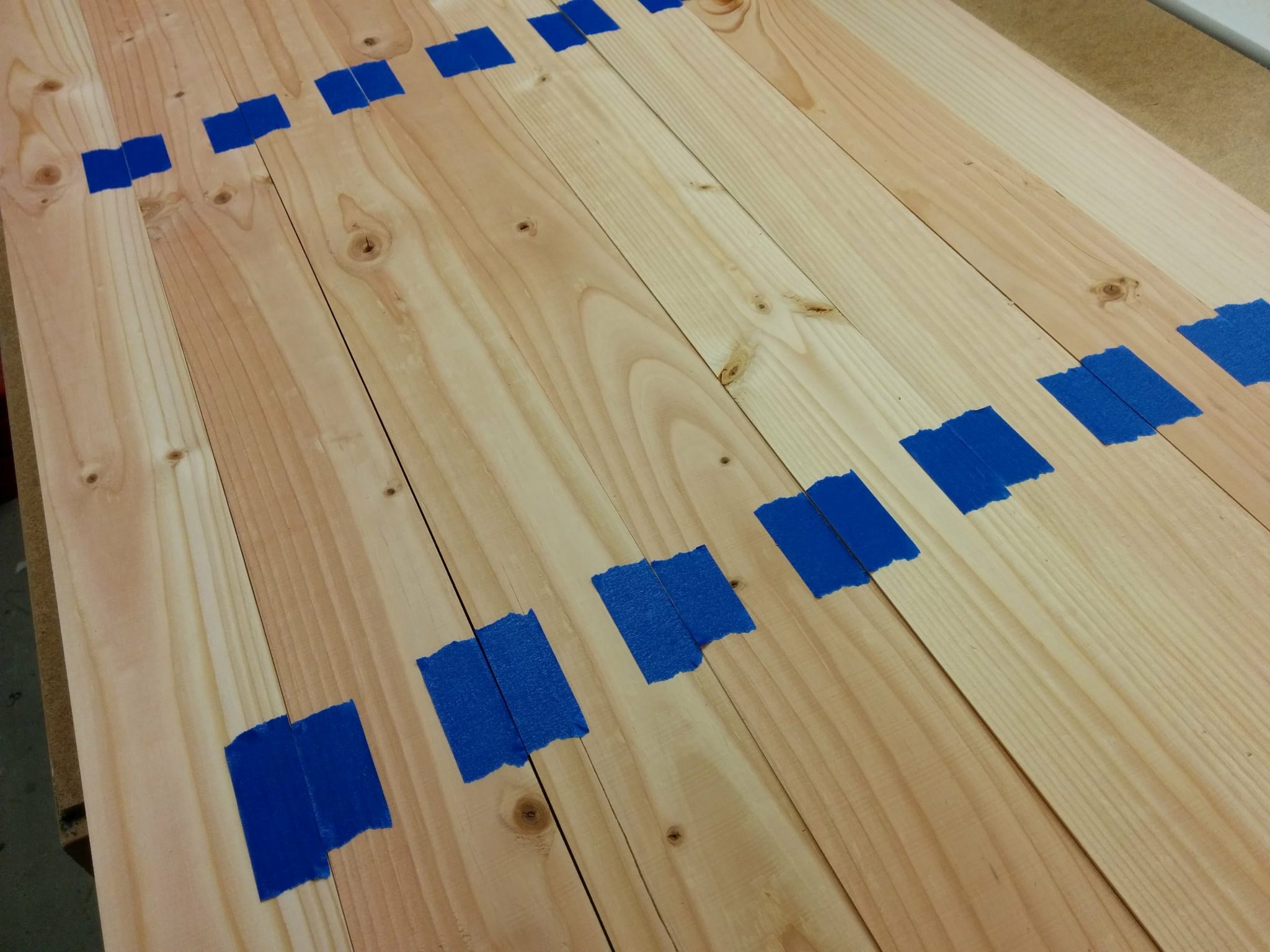
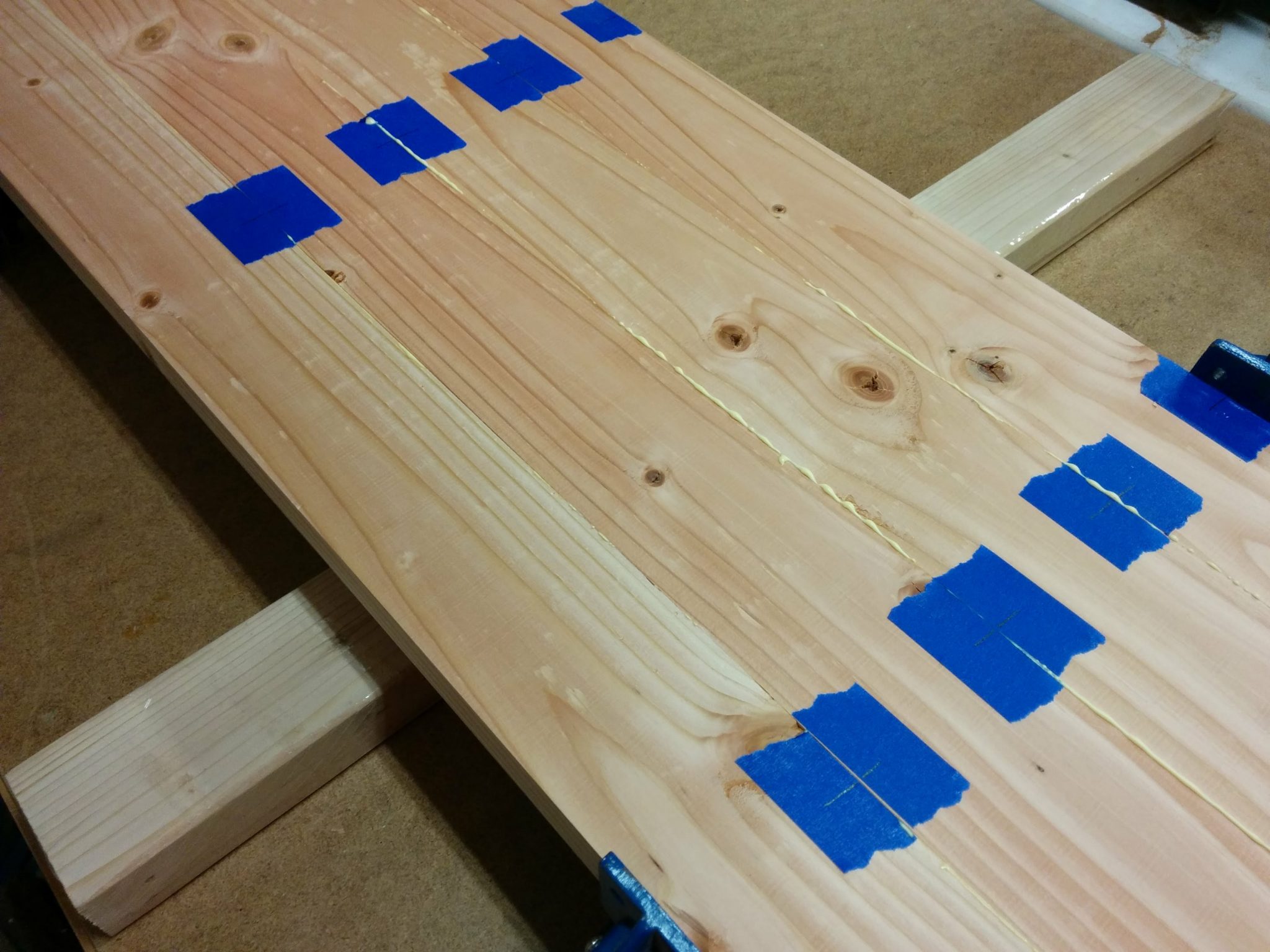
I am going to be using biscuits to align everything so I put little pieces of painters tape on the edges of the boards where I was planning on putting the biscuits.
Tape applied to the boards.
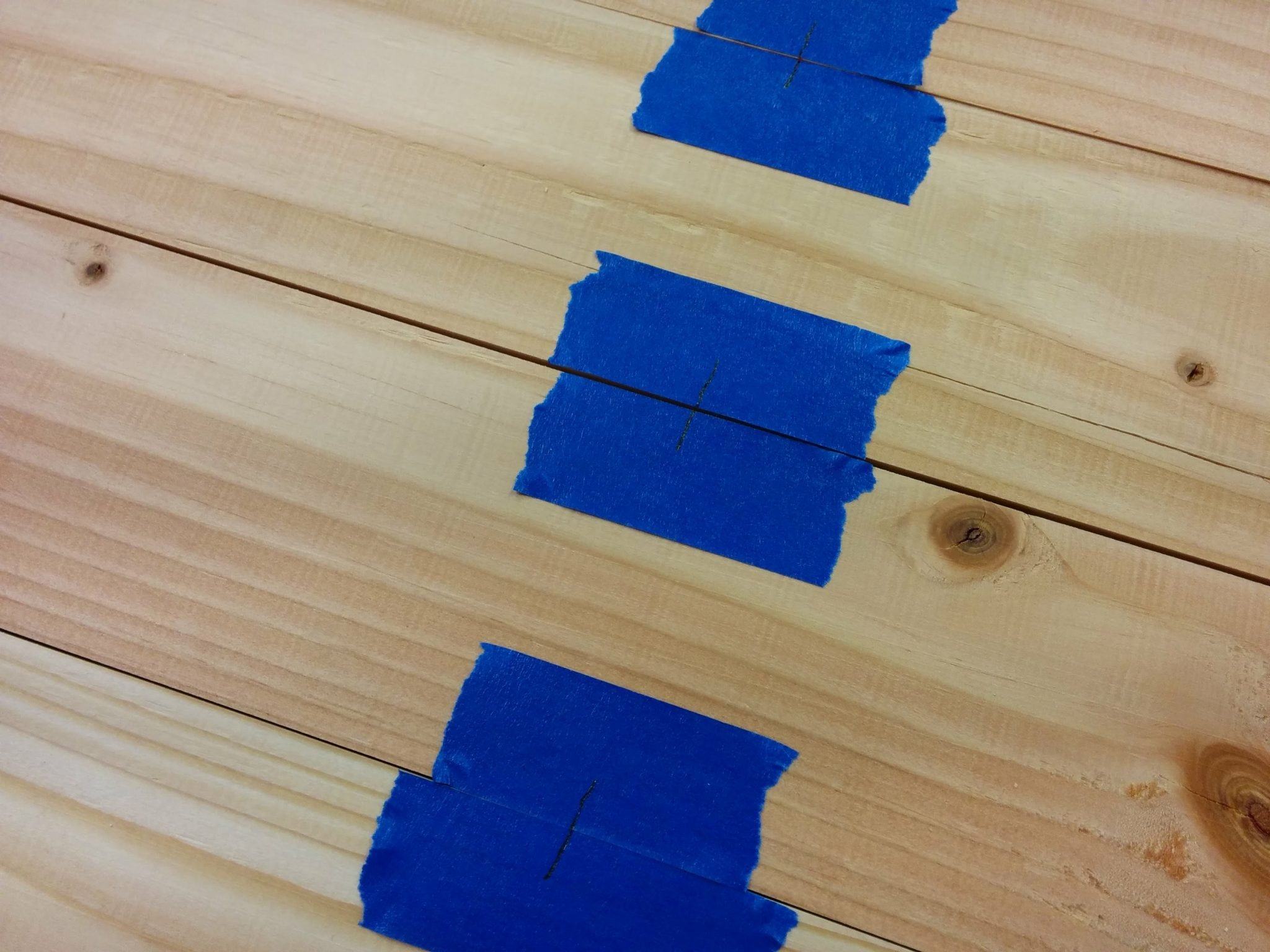
Afterward, I made marks where I should center the slot for the biscuits. The placement here isn’t critical.
The biscuit slot alignment marks.
Biscuit slot alignment marks.
Next I added some tape so I could number each board. The reason I’m doing this with tape rather than just writing directly on the boards is because these boards are douglas fir and are pretty soft. I didn’t want to make indentations from a pencil on them if I could avoid it.
The boards are all numbered and in order
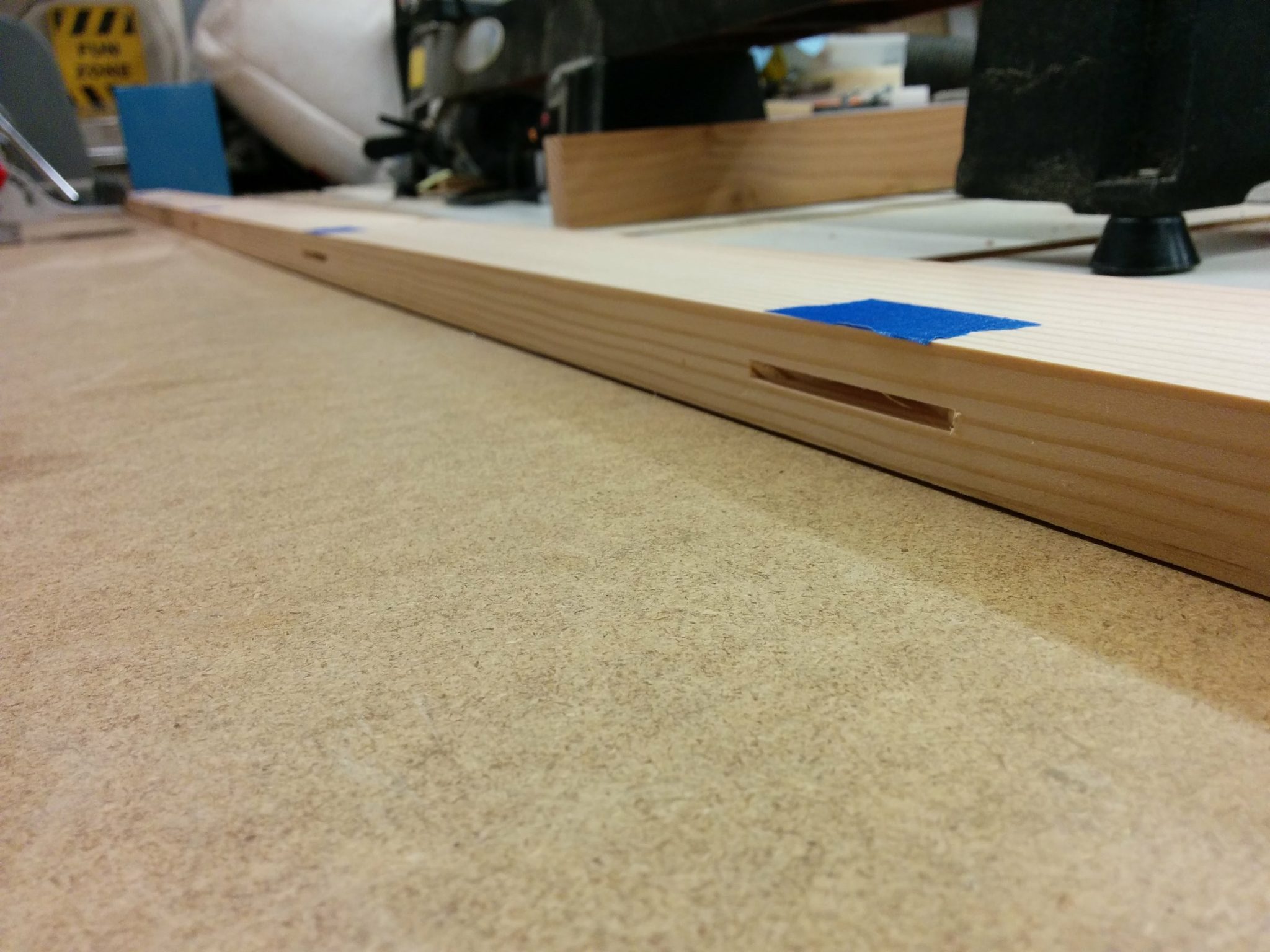
Using the marks I had drawn, I used my biscuit joiner to make slots at all of the marks.
Lining up the biscuit joiner to cut the slot on the mark.
One of the biscuit slots.
Biscuit slots cut into one of the edges.
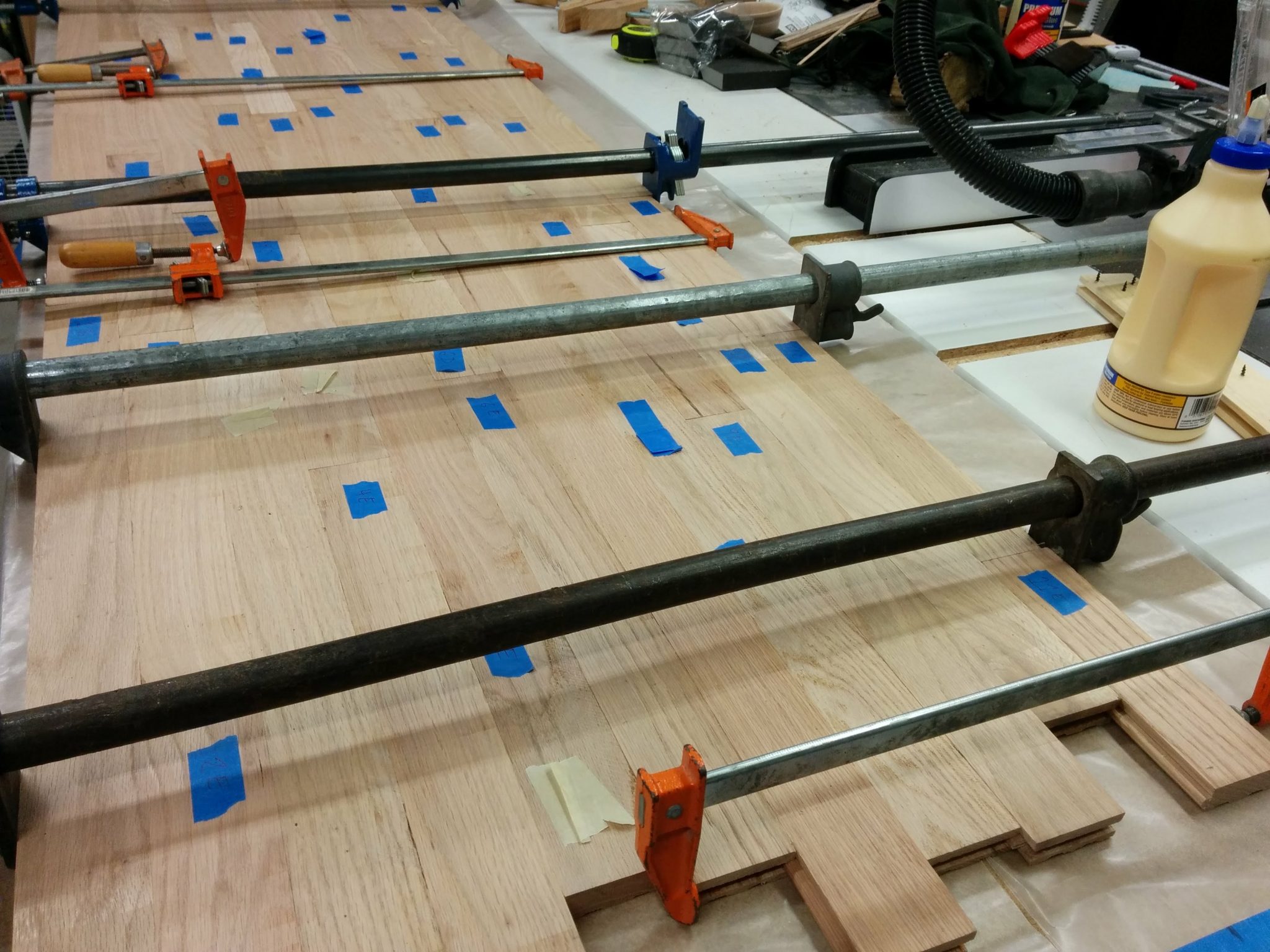
Now it’s time to try gluing this all together. I decided to do this in sections, gluing up half at a time. Setting up a few pipe clamps, I arranged the boards up so I could glue up four of the eight boards.
The boards are arranged so that the glue can be applied.
I applied a liberal amount of glue to the edges of three of the boards, including some extra glue in the biscuit slots. Then I inserted a size 10 biscuit in each slot on the three boards with glue applied.
The biscuits are in place after the glue was applied to three of the edges.
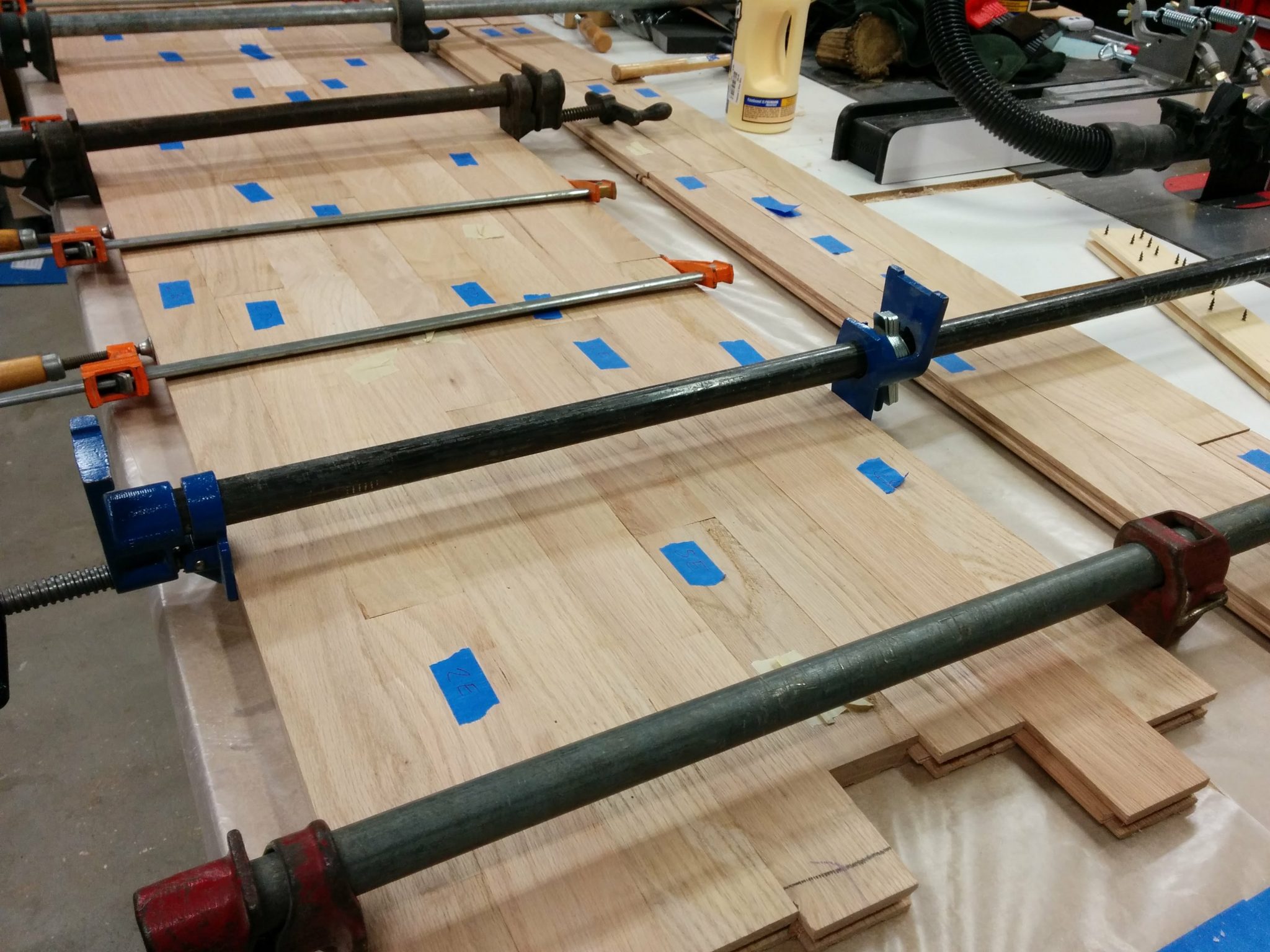
Then I carefully rotated the second, third, and fourth board and inserted some glue in those biscuit slots. After that, I laid the boards out on the clamps so the biscuits inserted into the slots on the adjacent board and started to bring the clamps together. I didn’t really tighten them that much since I needed to nudge a few of the boards with a rubber mallet to get the marks on the tape to line up again.
I got them all aligned and started to tighten up the clamps.
The glued up pieces being aligned to the marks on the tape.
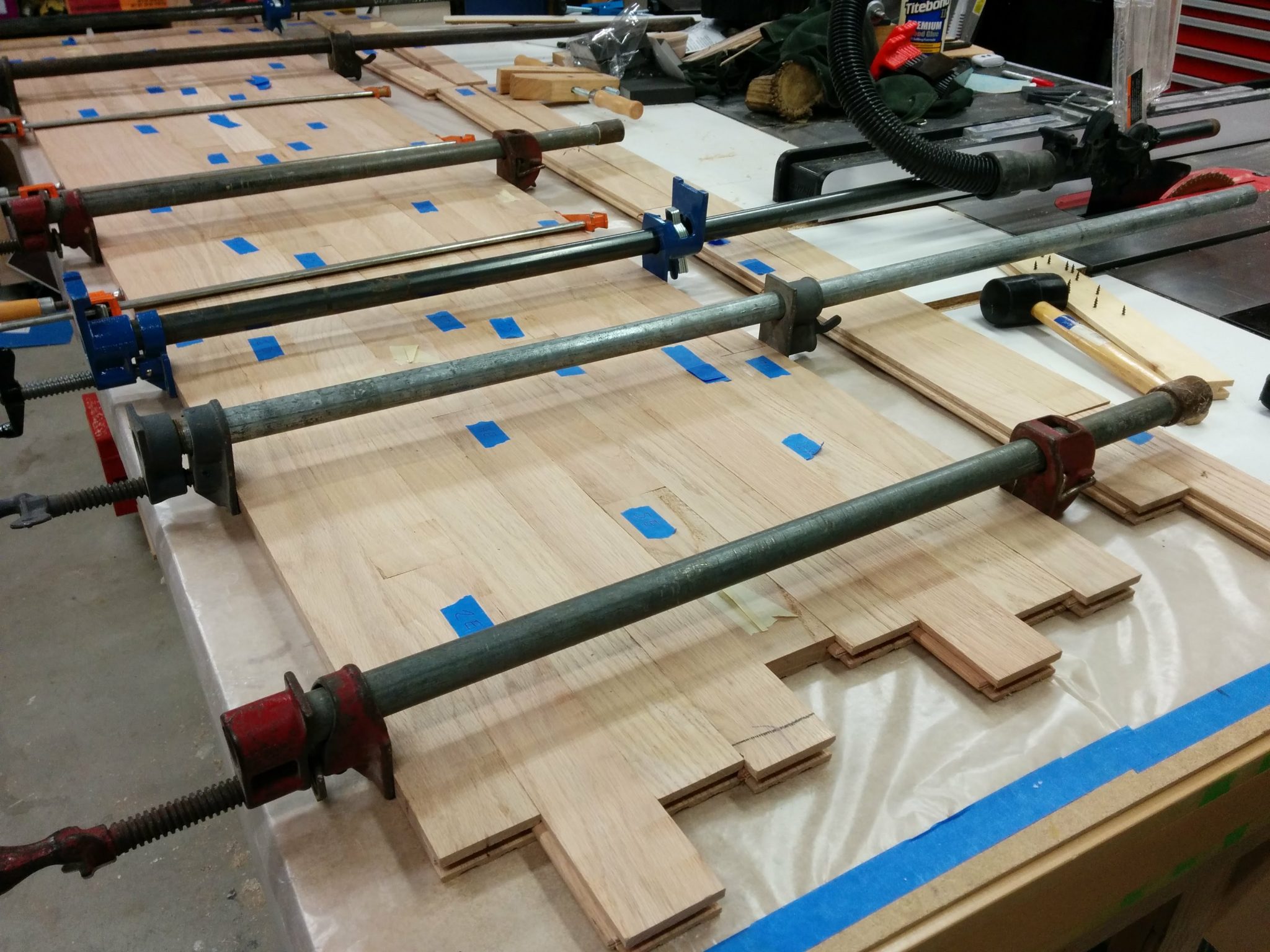
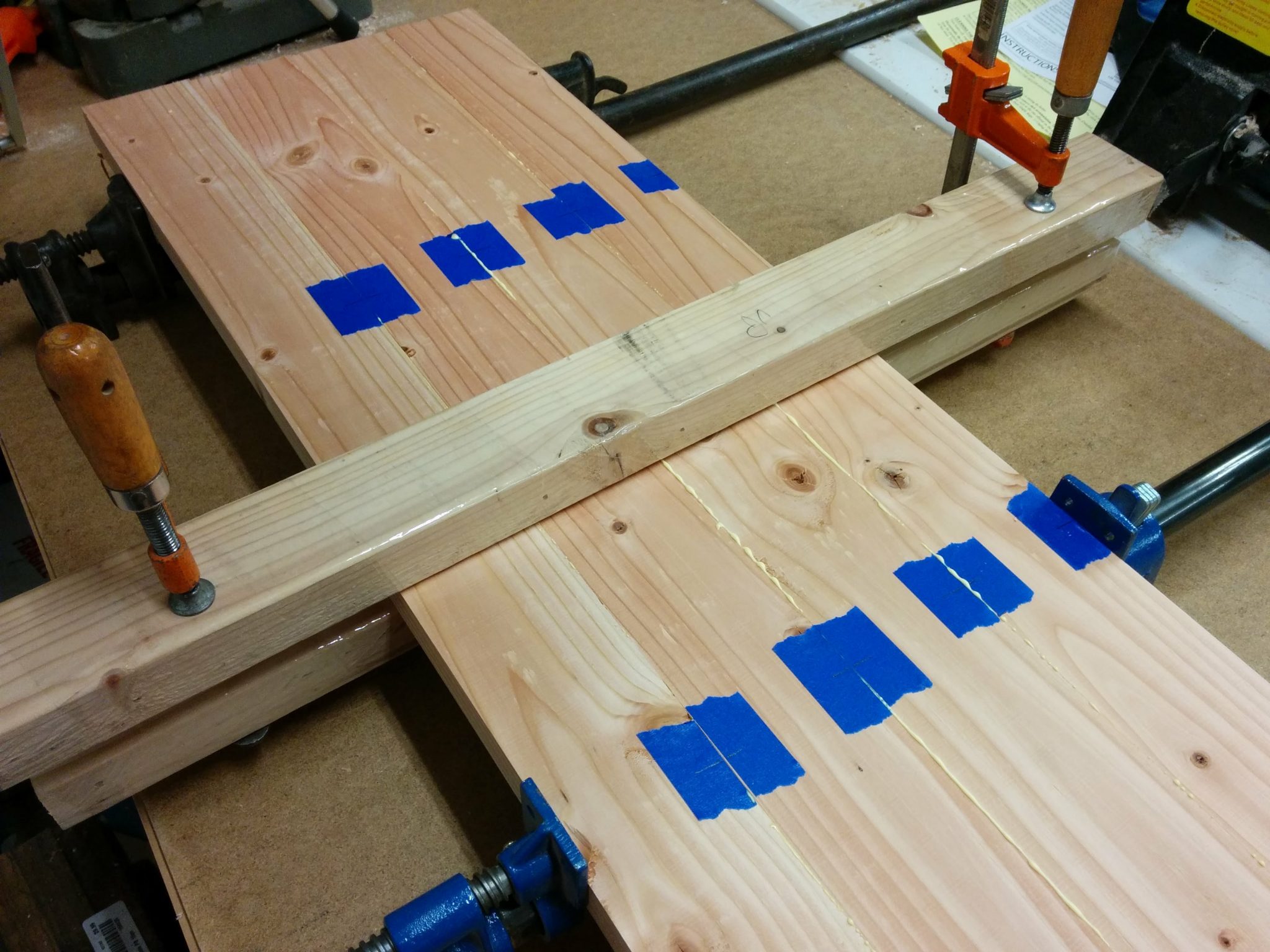
Now it’s time to attach the cauls. I started by sliding one of the cauls under the glued up boards. The side of the caul that I sanded the slope onto is facing up.
The bottom part of the caul set in place.
Then I set another caul on top of the glue up with the sloped edge facing down.
Setting the top of the caul in place.
Then I clamped them together. The slopes on the edges allows the cauls to bend as they “give” a little bit but will direct most of that deformity to the edges of the cauls instead of raising up off the glue up in the middle.
Both parts of the caul clamped together.
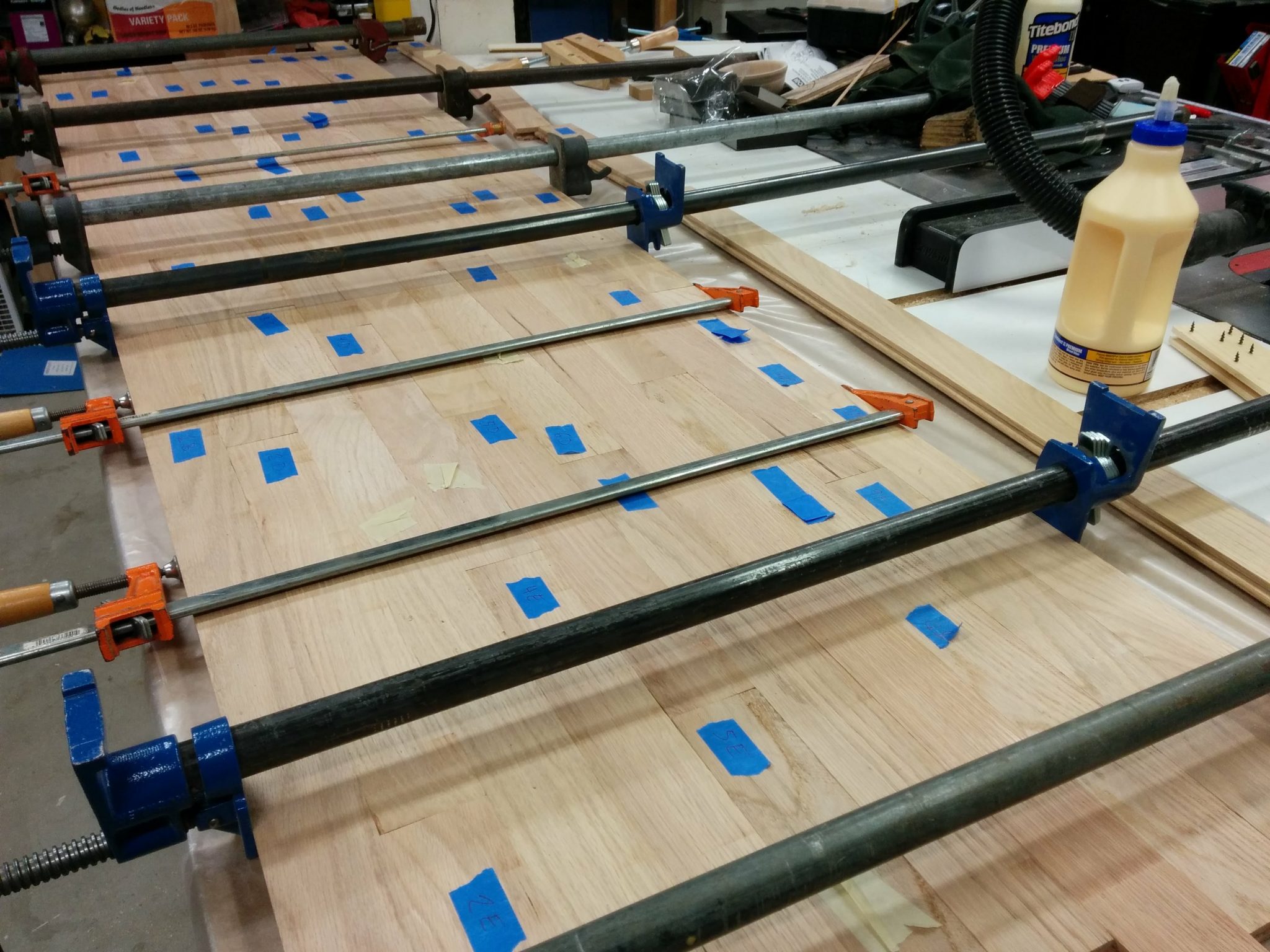
I attached the second set of cauls at the other end along with a few more clamps.
The second caul attached near the other end.
Time to wait…
After this sets up, I’ll do the same to the other half. That’s going to have to wait until another day.
I learned a few things since making that first pick. Here’s what I did differently.
First, I decided to trace an outline of the pick using an awl. This works better since the red Sharpie kept getting rubbed off the cymbal as I was sanding it down. You need to be careful when doing this but it seems to work okay.
The pick outline traced with an awl.
Second, I decided to use a scroll saw with a metal cutting blade. This will allow me to cut closer to the line which will result in less waste and less material that needs to be removed with sanding. I bought three different types of blades. The one I started with is the Pegas 90.503 45-tooth blade.
Again, I’m using the off-cut from a Zildjian A Custom 10″ Splash.
Getting ready to start cutting.
Cutting with the scroll saw was much easier. The important thing to remember was to let the saw do the work. I forgot this and got a little eager. I ended up breaking a blade on this cut as a result.
Cutting out a the material.
Now that I had a smaller piece to work with, I was able to more precisely cut out each pick. Once again, I ended up breaking a blade. At that point I switched to a Pegas No. 4 90.505 38-tooth blade which was a little more aggressive.
A more manageable piece to work with.
The scroll saw was able to get the pieces closer to the final shape, which allowed me to save some of the small scraps in between each pick. I’ll use these for something else, such as melting them down and casting them.
After rough-cutting on the scroll saw.
I found that it is actually easier to make several of these at a time simply because of the sanding process. The problem with the sanding is that the metal heats up fairly quickly. I got into a routine where I would sand one down and once it started to get warm, I would set it down to cool and grab the next one in line. I would sand that one down a bit then switch to the next when it got warm, and so on. I would just keep looping through the line until I got them pretty close to the final size.
After getting them close to the final size.
After getting them close to the finished size, I used the original pick as a template by holding it in front of the sanded shape and see where I needed to take it down some more.
Lining up the original pick as a template.
After using the pick as a template, they were really close to the final shape (the second pick in this photo had yet to go through this step).
After using the original pick as a template.
Then I took them to my sanding block and manually sanded them down so they would have smooth edges.
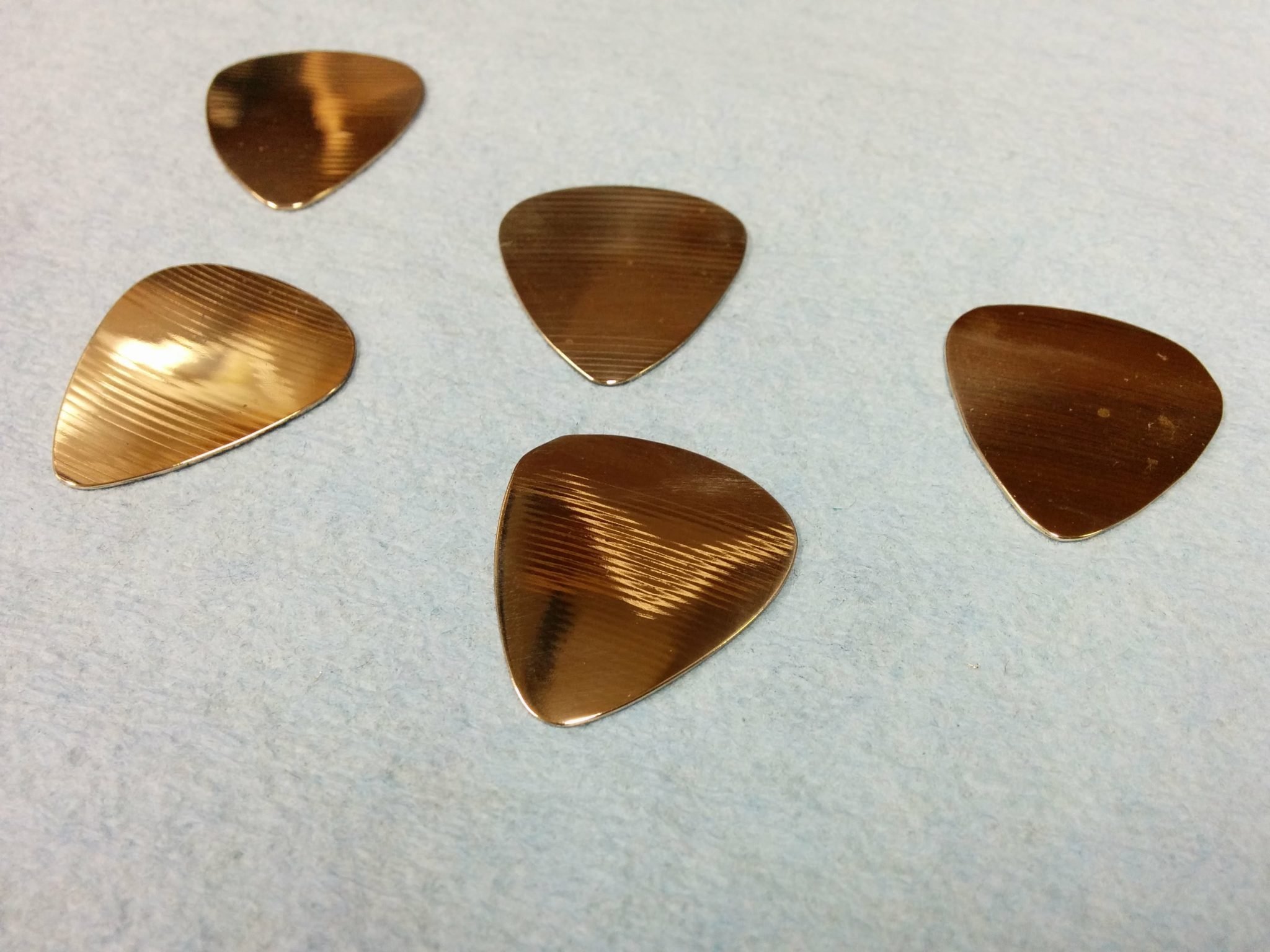
Ready to be polished.
After that, I took them to the buffing wheel on my drill press.
5 more picks almost done being polished.
And that’s it. I think I’ve got this process down. I’ve got a few picks being tested by other guitarists so I’ll compile the feedback and see how people like them.
Update: I created a follow-up post with a few things I did differently. You can find that here.
I started with the remnant from a cut-down cymbal. I chose a cut-off from a Zildjian A Custom 10″ Splash because of how thin it was and how it didn’t have much of a bow to it.
Zildjian A Custom 10″ Splash.
Using a red extra fine point Sharpie, I traced the outline of one of my existing guitar picks.
Outline of the pick traced on the cymbal.
This worked out okay but the red ink started to come off pretty quickly. I think for future picks I will carefully scratch the outline with an awl.
Once the outline was traced, I took the cymbal to my Rockwell BladeRunner equipped with a metal cutting blade.
Rockwell BladeRunner
I didn’t need to cut it exactly on the lines. In fact, it wouldn’t be possible with this type of tool.
Ready to rough cut the pick out of the cymbal.
All I was going for was a smaller section that I can take to my sanding tools for the final shaping. When cutting something like a small cymbal remnant, it’s difficult to safely get it down to it’s final size using larger tools. This was definitely an exercise in finding the right tool for the job, as you’ll see…
The rough cut.
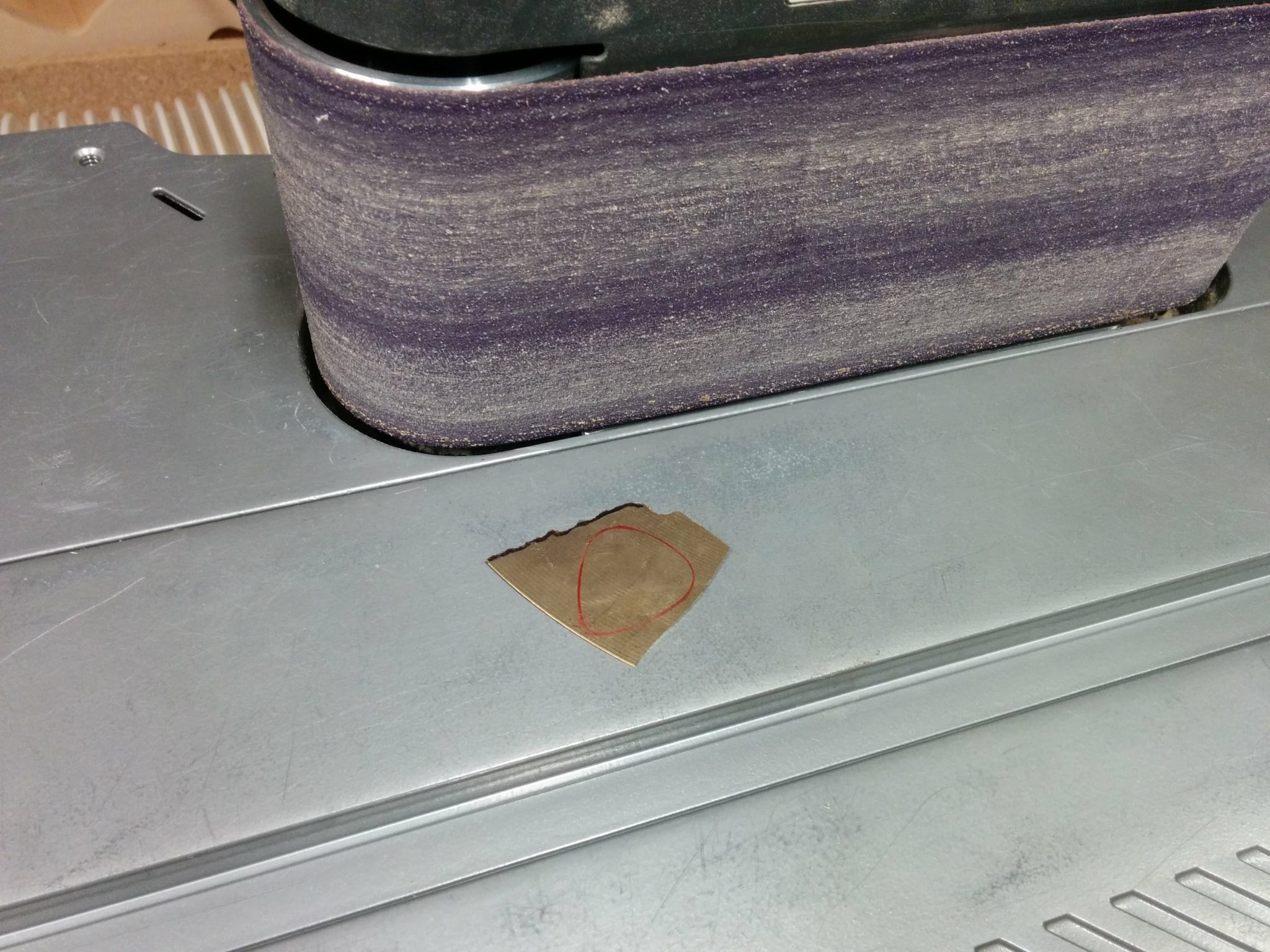
After getting it cut to a manageable size, I took it to my Ridgid oscillating belt sander. My plan was to use this to get it to it’s final shape.
Taking the rough cut to my Ridgid Oscillating Belt Sander.
This proved to be too slow so I tried taking it to my disc sander instead.
Trying the disc sander instead.
The disc sander was too aggressive and not quite precise enough so I took it back to the oscillating belt sander.
Back at the belt sander.
I found the trick to getting it just right. I would hold the pick in my hands a few inches off the table, rather than right on the table top. This gave me more control but I needed to stop every few seconds to let the pick cool off since the friction would make it get extremely hot pretty quickly.
Rough shaping is done.
This got the pick to be pretty much the right shape, but the edges weren’t all that smooth. I decided to do the final shaping by hand so I would have more control. For this I used a sanding block. I believe this block had 220 grit on it but I’m not entirely sure.
Final shaping is done on a sanding block.
After getting the edges nice and smooth, they were left with a slight burr that was fairly jagged. For this I just angled the pick so I could break down those burrs and get a smooth edge.
Knocking back the burr.
The final result was nice and smooth. Now it just needed to be polished.
Final shaping is done.
I equipped my drill press with a buffing wheel.
Buffing wheel on the drill press.
I started with the edges. I did this in case I found any jagged spots that I missed. If I did, I would take it back to the sanding block before finishing the pick on the buffing wheel. After the edges were polished, I did the same thing to the front and back faces.
Polishing the edge.
All done.
The final product.
All in all, this worked out better than I expected. Now it’s time to get into production mode and crank out a bunch more.
I’m going to test these out but I don’t have a lot of experience playing with metal picks. They almost feel too slick so I may need to experiment with adding some texture somehow.. Have any of you made these before? If so, how did they work as actual guitar picks? Let me know in the comments below.
Update: I created a follow-up post with a few things I did differently. You can find that here.
My wife is a lot like me in that she likes to make stuff. She wants a workbench for her studio. The design we are thinking of consists of a one-inch thick top and a metal pipe framework for the legs.
I’m going to worry about the legs later, but for now (since we had a snow day yesterday so I had the day off) I decided to work on the table top.
The look of the tabletop that I’m going for is a dark-stained pine with a lived-in look. My wife wants something with a butcher block top but she doesn’t want me spending a lot of money to make one out of maple. As an experiment, I thought I would try making this from 2 X 4s. I’m thinking it will look right but I’m more concerned about the durability. I plan on milling them down, staining them, then throwing several coats of polyurethane to hopefully make it strong enough to withstand her leatherworking, which usually consists of lots and lots of hammering.
My first step was to joint two edges of the 2 X 4s on my jointer.
After that, I cut the third side on the table saw, using the freshly jointed side as a reference against the fence.
Milling the third side on the table saw.
Lastly, I threw them through my planer to mill up the final edge.
Milling the 4th side on the planer.
After handling this material so much while milling it down, I’m fairly skeptical that these will be strong enough for what they’re intended for.
After milling all 4 sides down.
The next step is to glue them all up, sand them smooth, stain, and finish. That’s for another day.
What do you think? Have you ever done something like this using 2 X 4s? How has it worked for you? Let me know in the comments section below.
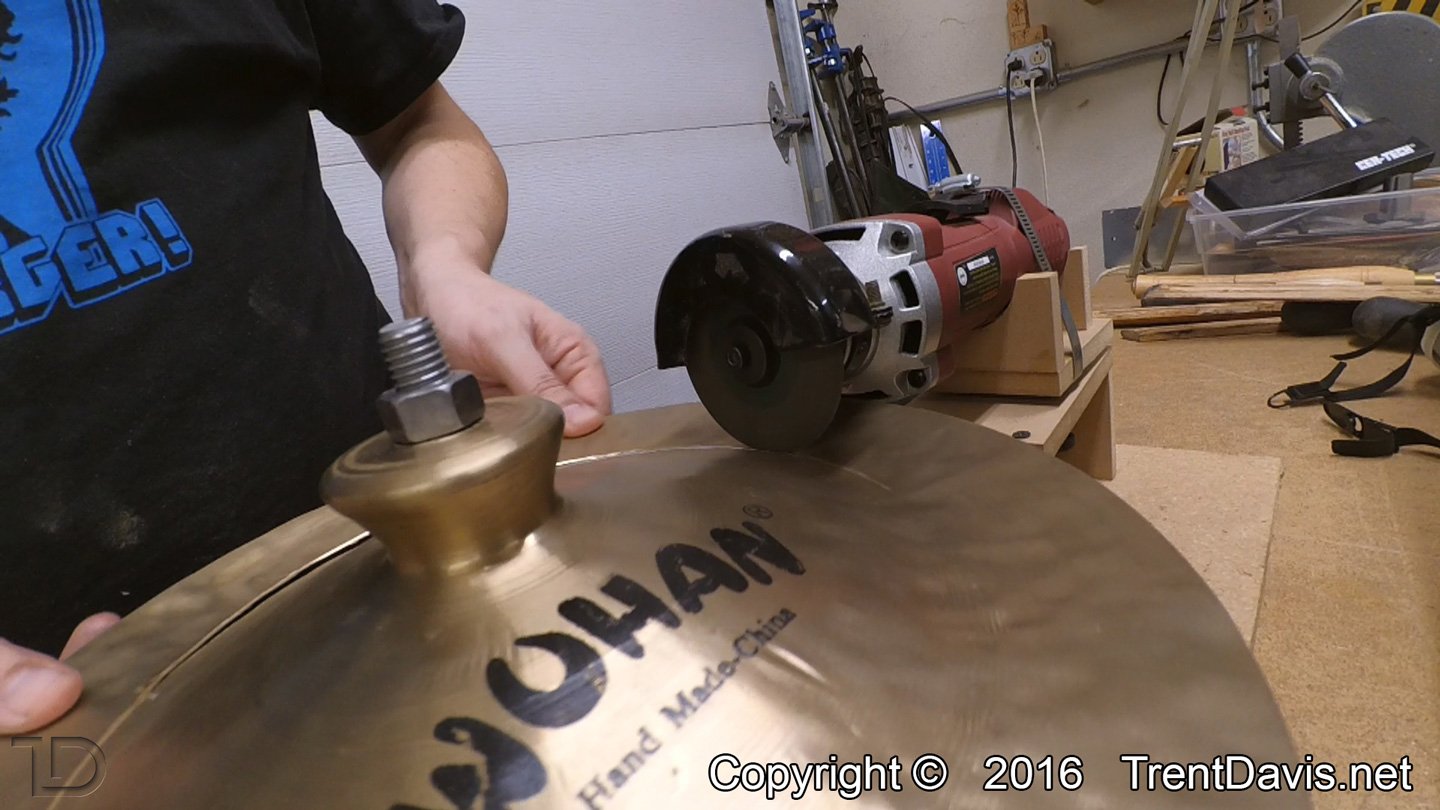
I was asked by a friend of mine to cut down her pair of 12″ Wuhan China (or “Lion” cymbals, as they call them) into a smaller set to use as hand cymbals.
Fig. 1 – One of the unaltered Wuhan “Lion” cymbals.
There was one slight problem. Years ago when I first got into repairing cymbals I took my own version of the Hippocratic oath where I swore to “do no harm” to a set of undamaged cymbals. I was a little conflicted but I figured that since these cymbals aren’t for me and that the owner really wanted this to be done, I was okay to do this procedure. Plus, she had been using these as a set of hand cymbals already and they sounded truly awful. Therefore, I was only making improvements. Much like adding rivets to a cymbal.
I started by putting both cymbals on my cutting jig and finding the best diameter to use. I wanted to retain as much of the cymbal as I could but eliminate the flare. Once a diameter was decided upon I started cutting.
Fig. 2 – The first cymbal on the cutting jig.
Fig. 3 – Getting close to finishing the cut on the first cymbal.
The cutting went pretty smoothly although the imperfect nature of Wuhan cymbals tends to affect how balanced the cut-down cymbal is. For example, the mounting hole was off-center on each cymbal which really caused a lot of warping and vibration. You can see this in some of the pictures.
Fig. 4 – Just finished cutting down the second cymbal.
After they were cut down I mounted them on my buffing wheel and de-burred the edges. My friend also wanted me to polish them and remove the logos. This was more trouble than it usually is since these cymbals are so out of balance. I used both a coarse and fine grained sanding sponge then finished up with 0000 steel wool. I finished that up with a thin coat of polyurethane to protect them and they are ready to go.
Fig. 5 – Taking the coarse sanding block to the underside of the first cymbal.
Fig. 6 – Finishing up the underside of the first cymbal with some 0000 steel wool.
Fig. 7 – The top of the first cymbal ready to be polished.
Fig. 8 – Taking a coarse sanding block to the top of the first cymbal.
Fig. 9 – Following up with a fine-grit sanding sponge.
Fig. 10 – All done after finishing up with some 0000 steel wool.
Fig. 11 – Time to start cleaning up the second cymbal.
Fig. 12 – Cleaning up the top of the second cymbal with a coarse-grit sanding sponge.
Fig. 13 – the underside of the second cymbal. Before…
Fig. 14 – … and after.
Fig. 15 – This is a shot of both cymbals. The one on the left is halfway through cleaning up the top. This was problematic due to the imbalance in that cymbal which is caused by the mounting hole being so far off-center.
Fig. 16 – A close-up of the two cymbals. The one on the left has been polished up a bit. The one on the right only has the edge de-burred which actually polishes up the area around the edge a bit.
The finished product ended up being 8 1/4″ in diameter. They look cool and they sound a lot better.
Fig. 17 – Top-down view of the finished product.
Fig. 18 – The finished product.
Let me know in the comment section below if this was helpful and if you have any questions. Also, if you cut down your own cymbals, feel free to share your techniques.
A while ago I sat in at an open mic and got to play on the house drum kit. It actually belongs to Bill Gates (he’s not THE Bill Gates; he’s A Bill Gates). The cymbals on this kit looked like molten gold.
I’m a fan of shiny cymbals. I know a lot of the drummers out there say never clean your cymbals because it affects the sound. If you let the natural patina build up – not to mention the grime that will accumulate in the tonal grooves – it mellows out the cymbal and makes it sound warmer. That’s all fine and everything, but it’s not for me. I like my cymbals shiny and bright sounding. It’s just a personal preference.
I asked Bill Gates what he used on his cymbals and he told me about a metal polish called Blue Magic. I’ll write up a more in-depth walkthrough on using this stuff but in the meantime here are some before and after shots of my hi-hat cymbals that I used Blue Magic on.
The following is a training document that I put together for my coworkers. I have decided to share it here in case it helps anyone.
What are dadoes
Dadoes are slots, or non-through cuts, in material. They are “non-through” meaning that the blade doesn’t actually cut the material in two.
Dadoes are defined as being across the grain.
Through dadoes go all the way across the work-piece from edge to edge and are the most common type of dado. They are common when putting together shelves or cabinetry.
Fig. 1.1: Through Dado
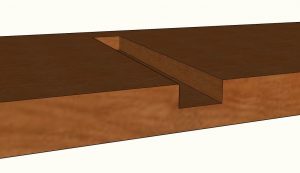
Stopped (or “blind”) dadoes end before the edge of the work-piece. They are called “blind” because they are not visible from the front of the piece. When cutting blind dadoes, you run the material over the blade but stop short of the trailing edge. Due to the curve of the blade, this leaves some extra material that can be removed with a chisel.
Fig. 1.2: Stopped Dado
Grooves are essentially dadoes that run with – or parallel to – the grain. Other than that, there isn’t any real difference and as such, grooves are usually referred to as dadoes as well.
Fig. 1.3: Groove
Rabbets (sometimes referred to as rebates)are dadoes at the edge of a work-piece. Where a dado would have three edges – two sides and a bottom -, a rabbet only has two – one side and a bottom. Rabbets are usually implemented when attaching the top to a cabinet or a set of shelves.
Fig. 1.4: Rabbet
Dado stacks
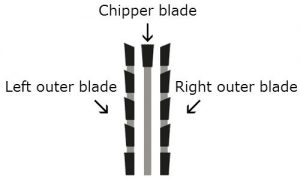
Dado stacks consist of three main components;
The outer blades cut the walls of the dado.These are full blades with usually around 24 teeth.
Fig. 2.1: Outer blades
The chippers remove the waste between the outer blades. A dado stack will come with several of these, usually of varying thicknesses that can be combined with the outer blades to make a dado of a specific width. They will typically be available in three different styles. Full-plate chippers are circular blades and are not recommended on a SawStop because, due to their mass, they can damage the arbor shaft if the brake activates. Plus-style chippers, sometimes called 4-tooth chippers, are just how they sound; plus-shaped with 4-teeth. These work fine on a SawStop. Probably the most common style is the wing-style chippers. These are roughly rectangular in shape with usually just one tooth on each end.
Fig. 2.2: Chippers
Most dado stacks come with shims of varying thicknesses that can be used for fine tuning the thickness of the dado stack. These will be inserted in between the blades and/or chippers. This is a common technique when cutting dadoes for shelves since plywood is commonly slightly undersized.
Fig. 2.3: Shims
Using A Dado Stack
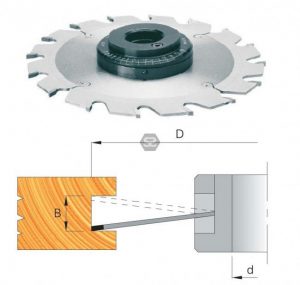
To install a dado stack, you will start with the left-outer blade.
Note: The outer blades should be labeled as left or right. If not, it may help to look at the carbides. When examining them from the front, the carbides will typically stick out past the edge of the blade on the side that would be considered to be the “outside” of the dado stack. The side of the carbide that is on the inside will probably be flush with the surface of the blade.
Fig. 3.1: Dado blade carbides
After installing the left outer blade, you will follow the directions in the dado stack for setting it to the correct thickness. Some dado stacks come with a chart that shows you what combination of blades, chippers, and shims need to be installed in order to achieve the desired thickness. For example, to make a simple ¼” dado, you will need to only install the two outer blades. To make a ¾” dado, you will need to use both outer blades and all of the chippers. The only thing to be careful of is that you want to make sure that you stagger the teeth so the carbides aren’t touching.
Fig. 3.2: Staggering the blades
Other notes on using dado stacks:
When making cuts that are ⅜” or thicker, there is no need to use the arbor flange. You may find that once you install a ¾” dado stack, there is no room for the arbor flange and the arbor nut. This is fairly standard with 10” table saws, although there are exceptions.
When using an 8” dado stack, you will not use the riving knife since it will stick up higher than the top of the blade. This would prevent you from making a non-through cut.
You can use a standard 10” blade and brake to make a ⅛” wide dado, which will allow you to use the riving knife. This is like making a regular cut except the blade is lowered so it isn’t cutting all the way through the material.
You will never use the blade guard when cutting dadoes of any diameter as it will completely prevent you from making a non-through cut.
Recommended dado stacks
Dado stacks are typically found in 6” or 8” diameters, with 8” being the most common. Although you may run across 10” or 12” sets, they are pretty rare. It takes a lot of power to get a dado stack spinning, so some saw users with weaker machines may find themselves wanting to use a 6” set. The larger the diameter, the faster the outer edge of the blade will spin, which results in cleaner cuts. Only 8” dado stacks will work on a SawStop.
Some blades are equipped with anti-kickback shoulders (sometimes referred to as depth-limiting shoulders). This is a feature that is supposed to help prevent kickback and is common on Freud blades. They consist of points or bumps on the saw tooth immediately following the carbide. These are not recommended for use with a SawStop as they can cause it to take significantly longer to stop the blade if the brake activates.
Fig. 4.1: Anti-kickback shoulders
As stated previously, full blade chippers are not recommended on a SawStop due to the amount of mass involved. The types of chippers that we recommend are the “plus-style” or the more common “wing-style” chippers.
Fig. 4.2: Dado set with full-blade chippers
A popular choice for dado stacks is the DeWalt DW7670, which has plus-style chippers and excellent carbides.
Important note: DeWalt has recently changed this dado stack and it now has a diameter of 8 1/8″. It should still work with a CNS, PCS, or ICS, but it’ll be a bit tight. I definitely wouldn’t recommend this to anyone with a JSS or JSS Pro.
You may occasionally hear about wobble dado stacks which consist of a single blade with a central hub that it attaches to, allowing it to be adjusted to ride at an angle. The greater the angle, the wider the dado. These are pretty old-school and not that common.
Wobble dadoes have many disadvantages. They are fairly unsafe and don’t give as nice of a cut due to the vibration from the blade and the difficulty in getting it adjusted correctly. Also, the bottom of the dado isn’t flat since the blade rests at an angle.
Fig. 5.1: Wobble dado
Molding Heads
Another type of blade that you may encounter is called a molding head. This consists of a number of interchangeable profiled blades, typically three, that attach to a central hub. You pass the wood across the molding head blade similarly to how you would cut a dado. These are not compatible with a SawStop since there are too few teeth. The minimum tooth count that is recommended is 24.
The SawStop dado cartridge (TSDC-8R2) and the standard brake cartridge (TSBC-10R2) have some significant differences. The dado brakes aluminium pawl is both deeper and wider, allowing it to work with a blade that is smaller in diameter and up to 13/16” thick.
There are software differences as well, including having the cartridge allow more time for the blade to get up to speed.